表示紡紗線加捻程度的指標(biāo)有捻度、捻回角、捻幅和捻系數(shù)。表示加捻方向的指標(biāo)是捻向。
(一)捻度
單位長度的紡紗線所具有的捻回?cái)?shù)稱為捻度。紡紗線的兩個(gè)截面產(chǎn)生一個(gè)360°的角位移,稱為一個(gè)捻回,即通常所說的轉(zhuǎn)一圈。捻度的單位隨紡紗線的線密度不同而不同,特克斯制捻度Ttex的單位為捻/10cm,通常習(xí)慣用于棉型紡紗線;公制支數(shù)制捻度Tm的單位為捻/m,通常用來表示精梳毛紗及化學(xué)纖維長絲的加捻程度。粗梳毛紗的加捻程度既可用特克斯制捻度,也可用公制支數(shù)制捻度來表示。英制文數(shù)制捻度Te的單位為捻/英寸。
(二)捻回角
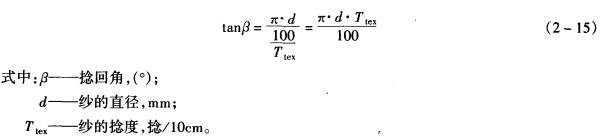
加捻前,紡紗線中纖維相互平行,加捻后,纖維發(fā)生了傾斜。紡紗線加捻程度越大,纖維傾斜就越大,因此,可以用纖維在紡紗線中傾斜角——捻回角β來表示加捻程度。捻回角β是指表層纖維和紗軸的夾角,如圖2—10所示,由式(2—15)計(jì)算。
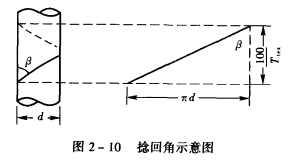
捻回角β可用來表示不同粗細(xì)紡紗線的加捻程度。兩根捻度相同的紡紗線,由于粗細(xì)不同,加捻程度是不同的,粗的纖維加捻程度較大,捻回角β亦較大。捻回角直接測(cè)量需用顯微鏡,使用目鏡相物鏡測(cè)微尺來測(cè)量,既不方便又不易測(cè)難確,所以實(shí)際中需要時(shí)用式(2—15)計(jì)算。
AAADFGE465IU8GHYJ
]]>