
噴氣筘的管理
1.進廠驗收
(1)噴氣筘裝入塑料袋中并封口,用適合的紙盒或木盒逐片包裝,以免損傷筘齒,每5~6片盒裝筘再裝入由木板箱的外包裝箱內(nèi),運輸時能做到肯定數(shù)量的木箱固裝,使鋼筘在箱中不易移動,保證運輸中不受損傷,每片噴氣筘應附產(chǎn)品合格證和產(chǎn)品使用說明書。
(2)檢查是否在運輸中被雨淋、沖撞等。
(3)根據(jù)標明的數(shù)量,核對實際數(shù)量,并統(tǒng)計總數(shù)量。
2.噴氣筘的質(zhì)量檢驗
(1)鋼筘連邊長度、筘有效寬度用鋼卷尺測量,筘全高筘梁厚度用分度值為0.01mm的游標卡尺測量,氣流槽高度、氣流槽深度用專用量具測量。
(2)筘齒表面粗糙度用粗糙度儀或粗糙度比較樣塊測定。
(3)筘齒厚度用分度值0.001mm的千分尺測量。
(4)筘齒硬度按GB/T4342規(guī)定進行測定(或驗核材料質(zhì)檢書)。
(5)筘齒側(cè)面和下筘梁底平面的垂直要求用專用量具測量。
(6)筘齒側(cè)面平面和下筘梁前平面的垂直要求用分度值為0.03°的萬能角度尺測量。
(7)筘齒總數(shù)用鋼筘計數(shù)儀測量。筘齒總數(shù)的相對誤差按下式進行計算:
(8)筘底平面度應在平臺上用塞尺測定。
(9)筘的外觀質(zhì)量,采納手感目測法。
(10)筘的性能應在專用試驗設備或在噴氣織機上測定。
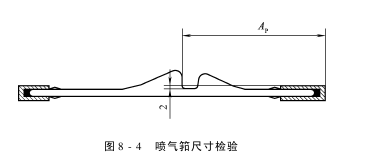
3.噴氣筘重要尺寸檢查驗收
為保證織機精確操作,必要時對噴氣筘以下尺寸進行檢驗,見圖8-4。
(1)尺寸AP,公差±0.1mm。
(2)尺寸2,公差±0.1mm。
4.氣流值驗收
(1)根據(jù)氣流值要求,查驗是否符合要求。
(2)使用織機廠提供的手提式氣流檢測儀,檢測對比。
AAAE4T45UY75T