
各工序生產供應的平衡
平衡生產供應的方法,是將各車間的喂入量和生產量進行核算和平衡,上一車間的生產量即為下一車間的喂入量。但要注意,各車間除了生產產品外,同時產生肯定數量的回花和下腳,這些回花和下腳在計算生產供應時必須予以考慮。如兩個細紗車間生產相同數量的細紗,若產生的回花和下腳量有所不同,那么兩個細紗車間租紗的喂入量也就不同。
回花和下腳的大小,隨原棉品質、紡紡紗線密度、溫濕度、機械設備、紡紗斷頭率和工人操作水公平不同而不同。紡紗廠各車間回花、下腳的類別及其數量見表3—24、表3—25。
纖維原材料有肯定的吸濕性能,在整理過程中,纖維將隨本身所含水分及四周環(huán)境溫濕度的情況而吸濕或散濕。但各工序的回潮率并不恒定,所以,計算各車間的生產量和喂入量
時,還要考慮原棉、半制品和成紗的回潮率。以紡棉為例,為了正確地進行平衡,如使用特數制,應折合成公定回潮率8.5%時的生產量。
紡紗生產供應的平衡是以細紗車間為中心,向前后各車間遠次平衡,具體方法如下。
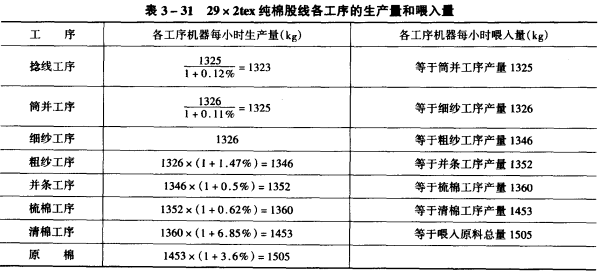
平衡細紗以前各車間生產供應,可用下式核算:
AAAJYUIYFHGE