
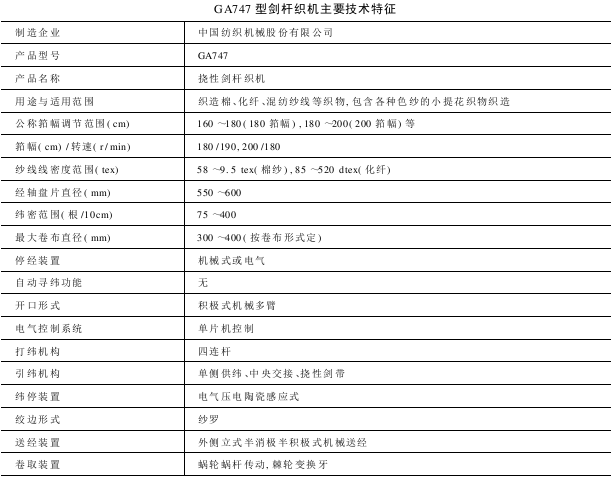
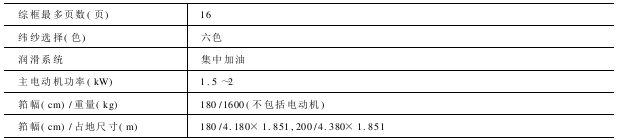
GA型撓性劍桿織機
GA747型撓性劍桿織機是中國布料機械股份有限公司自主開發(fā)和制造適合國情的一種普及型劍桿織機。
適用范圍及織物品種 該機適宜織造以棉、麻、化學纖維和絹紡等紡紗線為原材料的織物,特別能織造低彈長絲、超細化學纖維層壓絲等中厚型的平紋、斜紋、緞紋等多臂織物。產(chǎn)品適應性強,能滿足緯密75~400根/10cm的棉花紗線(58~9.5tex)或化學纖維(85~520dtex)織物的織造,布重大可達450g/m2.
機架 考慮到大限度地利用有梭織機零件、便于老機改造,本機采納有梭織機的墻板和撐檔,胸梁加了數(shù)根斜撐加固,以適應厚重織物織造,為了使多臂裝置牢固地安裝在機架上,上橫梁采納槽鋼結構,整個機架從整體來看既穩(wěn)固又美觀。
傳動和操縱系統(tǒng) 由操縱電路、緯停傳感器、儲緯停傳感器、角度傳感器、完電耦合輸入輸出電路、執(zhí)行電路、電磁離合器和電磁制動器、電動機機械裝置、愛護電路、電動機電源和直流電源等部分組成。
開口機構 采納GT221型多臂裝置,該裝置開口型式為半開梭口、復動式,使用哈特斯萊往復式工作原理,整機可容納16片綜框,多臂共有20頁提綜臂,其中四頁供選色用。該機構采納消極式恒張力彈簧回綜,綜框升降是根據(jù)織造工藝,由紋紙發(fā)出信號,通過探針、豎針、上下拉鉤、拉刀、刀片短連桿帶動提綜臂完成。該機構主軸由曲軸通過鏈輪傳動。該機構的優(yōu)點如下:
拉鉤受力點在零件中心線上,受力均勻,工作失誤率低;采納集中加油,可預防布面污染;機器運轉平衡、震動小,適用織機高轉速為260r/min;品種調換方便、適應范圍小,從輕薄到中厚型的各種織物都能織造。
引緯機構 引緯休閑由二組連桿休閑疊加而成,可減少劍頭空動程,減少織機占地面積。
打緯機構 在設計引緯機構的同時,對打緯機構也作了改進,使連桿壓力角由原來35°下降到25°,優(yōu)化設計各桿件,使筘座在后心附近休閑緩慢,延長開口時間,便于進劍以利緯紗交接。為了增加打緯力,在原有基礎上增加了輔助筘座腳,以適應中厚織物的織造。
送經(jīng)機構 采納外側站式送經(jīng)裝置,織軸探測裝置通過連桿機構自動調整織軸轉角,保證經(jīng)紗送出張力均勻。這種送經(jīng)機構結構簡單、調整方便,由滿軸到空軸或上新經(jīng)軸時都不需再作任何調整。
斷經(jīng)停車裝置
采納六列停經(jīng)片,解決織制高密織物時,由于經(jīng)紗太密,擠在一起而使斷經(jīng)時停經(jīng)片不掉下來,引起斷經(jīng)不關車的問題。該機構采納機械和電氣相結合的方式,由機械擺桿擺動、電子操縱,當經(jīng)紗斷裂后,停經(jīng)片靠自重下落,造成電路短路而自動停車,并以紅燈信號顯示,停經(jīng)片規(guī)格和有梭織機相同。
選色裝置 由多臂裝置的后6片刀片帶動鋼絲繩,通過轉向輪進入選色箱,帶動選色桿選色。由于采納機械式傳動,使選色動作簡單可靠,不簡單損壞、出錯,且調整花色品種簡單,只需換紋紙即可。
生產(chǎn)效益分析 引緯機構設計合理,它是由打緯四連桿和引緯五連桿組成。該兩組連桿機構疊加后,可使劍頭在往復休閑中,劍頭退出梭口以后的速度緩慢,動程減少,隨后再緩慢地進入梭口,從而把引緯機構的外形尺寸縮小,減少了占地面積,可以做到一臺替代一臺相同筘幅的有梭織機,它不僅用于新廠擴建,還適應老廠改造。車速比自動換梭織機高,在不增加占地面積的前提下,引緯率可提高25%~30%。大限度地沿用原1515、GA615系列有梭織機的有關機
構零件,提高了標準化系數(shù)和通用、借用零件系數(shù),大大減少了周轉件和零配件,減少企業(yè)投資花費。機構簡單,技術難度低,工人培訓周期短,維修方便,價格是高檔劍桿織機的1/6左右,投資回收快。噪音低,比有梭織機降低10dB(A)多,約85分貝左右。
使用和保養(yǎng)
GA747系列劍桿織機是在原有梭織機的基礎上改型而來,除引緯系統(tǒng)不同外,其余使用和保養(yǎng)和有梭織機基本相同。
維護保養(yǎng)有以下14項內容:
①檢查機件和螺栓有無松動、磨滅和缺損,并及時處理。要從上到下、從左到右、從前到后、從里到外全場進行檢查。
②檢查主傳動各部件是否正常,電磁離合器、制動器作用是否正常。
?、蹤z查多臂機作用是否良好,平綜時曲軸所處位置是否和工藝要求的平綜時間相符,多臂裝置上下拉刀是否處于同一垂直位置。
?、軝z查引緯機構各部件作用是否良好,必要時調節(jié)兩處偏心位置,使扇形齒輪嚙合良好;傳緯劍和接緯劍中心交接位置是否良好;檢查劍桿頭進梭口時織機彎軸是否處于70°~75°位置。
?、輽z查劍頭、劍頭底板是否磨損,原則上送緯劍底板兩個月?lián)Q一次,傳劍箱16個月加一次油。
?、抻枚ㄒ?guī)檢查劍帶導軌是否通行無阻,及時調整軌道片的安裝位置。
?、邫z查送緯機構各部件動作是否良好,儲緯器、選色桿動作是否協(xié)調,緯停機構作用是否良好。
?、鄼z查剪刀機構是否正常,保證刀片同步移動(上下各2.5mm動程)刀片間隙和刀口角度符合工藝要求,要求八個月磨一次刀片。
?、釞z查打緯機構動作是否正常,八個月檢查一次筘座高低及搖軸前后距離是否正常,壓筘鋼條是否缺損。
?、鈾z查送經(jīng)機構動作是否協(xié)調,曲軸在上心偏后10°時,雙臂擺桿轉子和送經(jīng)凸輪大半徑是否接觸,送經(jīng)往復桿和棘爪座連接的芯軸中心偏后于送經(jīng)豎軸中心15~20mm。
瑏瑡檢查卷取機構各部件作用是否良好。
瑏瑢檢查廢邊卷取機構和綜框絞邊裝置作用是否良好。
瑏瑣檢查斷經(jīng)關車機構作用是否良好。
瑏瑤檢查伸幅裝置作用是否良好,布面是否出現(xiàn)不符合要求的邊撐刺,每隔8個月要將邊撐換下來檢查一次。
AAAVSGREHTRY45